
Венчающий стол обеспечивает высокую точность изгиба при нажатии на тормоз
Чтобы гарантировать точные, воспроизводимые результаты формования, важно компенсировать отклонение, которое присуще балке (плунжеру) и таблице гибочного пресса при приложении нагрузки. Без компенсации прогиба, вероятно, у заготовки будет некоторая форма деформации в ее центре, когда она изогнута по всей длине гибочного пресса. Это особенно верно для гибочных прессов длиной 8 футов или более, 80 тонн или более, а также при изгибе длинных или крупных деталей, но это также может иметь место при формировании более коротких заготовок. Чтобы поддерживать постоянный угол изгиба по всей длине детали, гибочный пресс нуждается в короночной системе, либо в балке, в столе или в обеих.
В этот век коротких партий, сложных деталей и быстрого оборота венчание гарантирует эффективность, точность деталей и повторяемость. В высокотоннажных применениях коронка помогает производить прямые изгибы в сложных, высокопрочных материалах.
Основы коронации
В большинстве современных листогибочных прессов используется сервогидравлическая система, в которой замкнутая система контролирует положение плунжера. На каждом конце балки, под левым и правым поршнями, система измерения положения контролирует движение и точность позиционирования балки. Блок управления машиной обрабатывает эту информацию и использует ее для позиционирования луча с точностью до 0,01 мм. Это достигается путем активации левого и правого сервоклапанов в верхней части каждого гидравлического поршня.
Во время цикла изгиба сервогидравлическая система обеспечивает, чтобы поршень на каждом конце балки достигал запрограммированного положения, установленного в системе управления машиной, что приводит к правильному углу изгиба. Поскольку гибочные прессы имеют тенденцию отклоняться под нагрузкой, особенно в центре машины между поршнями, угол в центре гибочного тормоза будет более тупым, чем угол под толкателем. Без вмешательства это отклонение приведет к изменению угла изгиба по длине гибочного пресса.
Чтобы компенсировать это, гибочные прессы могут быть оснащены короночной системой, которая генерирует противоположную силу или «кривую», чтобы компенсировать отклонение луча и стола. Венцовая система обеспечивает параллельность плунжера и стола во время изгиба (см. Рисунок 1 ).
Коронация используется с конца 1970-х и начала 1980-х годов. Потребность в высокотоннажных листогибочных прессах, высокопрочных сталях, а также в изгибе на более длинные отрезки подогрели потребность в коронке, так как прогиб рамы машины в этих приложениях больше.
До того, как произошло коронирование, изготовители гибочного пресса должны были предварительно заточить кривую в таблице гибочного пресса, чтобы компенсировать около 75 процентов прогиба машины. Сегодня системы более продвинуты. Используя программируемые системы коронирования, операторы вводят данные о толщине листа, длине, отверстии матрицы и прочности материала на разрыв в систему управления, которая автоматически определяет реальное отклонение стола и плунжера, и предварительная загрузка получается для каждого изгиба. Вместе гидравлическая система гибочного пресса и заводная головка обеспечивают точный угол изгиба при минимальном вмешательстве оператора.
Выбор в гибочном венчающем столе
Коронация обычно используется на листогибочных прессах размером 80 тонн, 8 футов или более. Коронация может применяться к прессам с меньшим тоннажем, но это зависит от длины стола гибочного тормоза и области применения. Чем больше расстояние между стойками, тем больше прогиб машины. Кроме того, чем выше тоннаж машины, тем больше потребность в компенсации отклонения. Для гибки как толстых, так и тонких материалов рекомендуется использовать венцовую систему.
Гидравлическая коронка и механическая коронка с ЧПУ являются двумя наиболее распространенными типами короночных систем. Венчающая система клинового типа может быть приобретена как дополнение к гибкому прессу у производителя гибкого пресса или поставщика инструмента. Гидравлическая коронка встроена в машину. Стоимость этих систем сопоставима, поэтому выбор - это больше вопрос точности, эффективности и применения.
Гидравлическая коронка оказывает давление на цилиндры во время хода изгиба, чтобы компенсировать прогиб машины. Большинство из этих систем не в состоянии применить коронацию по всему основанию машины. Вместо этого величина прогиба, которую регулирует коронирующая система, зависит от расположения цилиндра. Некоторые гидравлические коронирующие системы используют только центральный цилиндр или трехцилиндровую систему, а некоторые обеспечивают коронирование более 60 процентов слоя, но не по всей длине слоя.
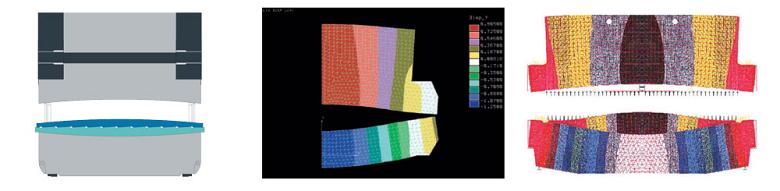
Рисунок 1
Если верхняя и нижняя балки не параллельны во время изгиба, угол изгиба будет отличаться по длине заготовки.
Все гидравлические цилиндры используют одну и ту же гидравлическую линию. В результате ни один цилиндр не может применить полную силу коронирования; это усилие применяется ко всем гидравлическим цилиндрам, независимо от того, есть ли два, три или 10.
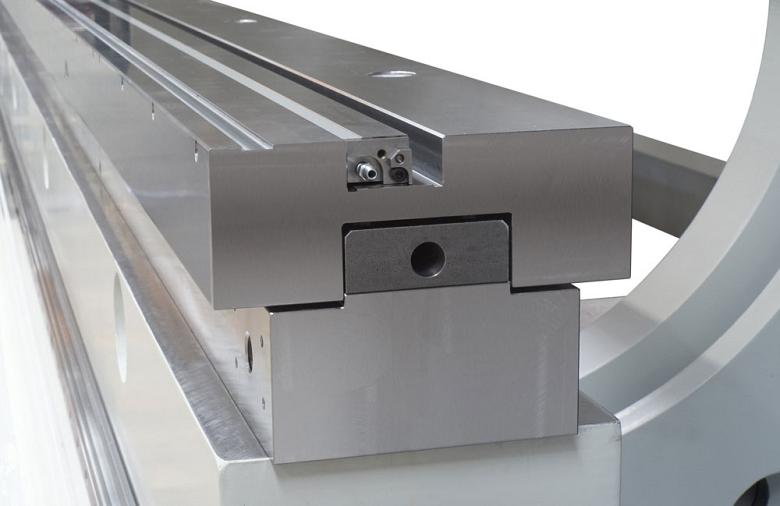
Венчающая система в форме клина состоит из двух рядов клиньев по всей длине кровати; один ряд неподвижен, а другой подвижен (см. рисунки 2 и 3 ). Клин в середине станины имеет более высокий уклон, чем клинья под поршнями, и угол наклона уменьшается в направлении плунжера от середины станины.
При активации подвижный клин создает кривую с верхней точкой в центре слоя и нижними точками на любом конце слоя ниже поршней, чтобы создать кривую сплайна в таблице. Система коронок с автоматическим управлением компенсирует отклонение станины и балки при различных изгибающих усилиях. В клиновой системе стол рассчитан на определенную нагрузку в зависимости от требуемого тоннажа. Некоторые венечные системы обеспечивают точность программирования ± 0,01 мм и повторяемость позиционирования ± 0,005 мм.
Клиновая система учитывает коронку по всей длине станины, потому что она обрабатывается специально для этой станины. Он также может справиться с компенсацией прогиба при более высоких тоннажах и более коротких длинах кровати. Корону можно отрегулировать так, чтобы она сгибалась в любом положении на кровати. Эта регулировка выполняется в режиме реального времени с помощью системы управления, поэтому время производства не теряется.
В отличие от этого, универсальная клиновая система не относится к гибкому прессу и построена из стандартной конструкции клина. Он может контролироваться ЧПУ, и он будет учитывать отклонения, но он не является специфическим для приложения или его материалов. Он также не использует центральную базу данных для определения необходимого количества поправок на отклонение, поэтому его коронирующая способность ограничена и более сложна.
Универсальная коронная система может быть модернизирована до существующего гибочного пресса, чтобы улучшить ее возможности. Он также может быть установлен на пресс-пресс начального уровня меньшего тоннажа, который не предлагается с венцом, чтобы дать оператору больший контроль над процессом гибки.
Модификация венчающей системы может быть полезной и иногда необходимой, особенно когда приложение изменяется или развивается. Например, если производитель систем отопления, вентиляции и кондиционирования воздуха переходит от производства жилых компонентов, которые могут быть эффективно сформированы без коронации, к производству значительно более крупных и тяжелых компонентов для промышленных установок, новый профиль детали диктует необходимость коронования. Система венчания повысит эффективность за счет исключения количества регулировок и настроек для получения более длинных изгибов.
Отклонение формовочных вызовов для краун-стола пресс-тормоза
Обеспечивая постоянный угол по всей длине изгиба, венчание также уменьшает операции настройки, минимизирует отходы и устраняет необходимость вмешательства оператора или высококвалифицированного оператора гибочного пресса.
Без венечной системы преодоление прогиба машины выполняется вручную с использованием регулировочных шайб или с помощью регулировки матриц. Расчет необходимого количества прокладок может занять много времени, часто методом проб и ошибок, что приводит к получению дорогостоящего лома. Даже опытные операторы по настройке будут производить некоторое количество отходов при изготовлении деталей на станке с ручной регулировкой кровати.
Система коронки с ЧПУ автоматически производит эти расчеты. Это также снижает уровень навыков, необходимых для управления машиной, тем самым повышая эффективность и производительность.
фигура 2
Эта венцовая система в форме клина изготавливается на заказ для каждого гибочного пресса. Связанные компоненты сделаны
Однако ни одна короночная система не может компенсировать проблемы с инструментами, такие как плохое совмещение пуансонов и штампов и асимметричное скольжение заготовки. Неточный или неравномерно изношенный инструмент образует детали с непостоянными углами. Проблемы с инструментами отчасти ответственны за проблемы, связанные с неоднородными углами вдоль линии изгиба.
Точно отшлифованный инструмент помогает обеспечить точные углы изгиба по всей длине изгиба. Матрицы имеют прогрессивный радиус с обеих сторон V-образного отверстия, что позволяет материалу течь в матрицу более равномерно и с меньшим сопротивлением (см. Рисунок 4 ).
Высокотоннажные приложения для гибки больших прессов
Система коронки с ЧПУ компенсирует симметричное отклонение гибочного пресса. Когда свойства материала одинаковы по длине детали, стандартного венчания достаточно. Но когда свойства материала являются переменными и более сложными, особенно при работе с более тяжелыми или более длинными деталями и в материалах с высокой прочностью на растяжение, таких как S1100, S1300, Hardox® и Armox®, - более совершенная программируемая коронная система, управляемая ЧПУ, обеспечивает больше компенсации за прогиб машины и, в конечном итоге, большая гибкость.
Материалы с высокой прочностью на растяжение требуют большего усилия для изгиба, имеют больше упругого возврата и, следовательно, требуют большего венца (см. Рисунок 5 ). Использование высокопрочных материалов расширяется, особенно при больших изгибах (12 футов и более), поскольку производители стремятся снизить вес конечного продукта, не подвергая риску структурную целостность.
Коронация еще более критична для тандемных, тридемных или квадродвигательных гибочных прессов, которые объединяют два, три или четыре гибочных тормоза, соответственно, одинакового или разнородного тоннажа в синхронизированной конфигурации. Эти системы синхронизируют цилиндры машины каждые 5 миллисекунд и постоянно проверяют, чтобы обеспечить постоянное прямолинейное движение в машине. Некоторые из этих машин используют еще один тип венчающей системы, которая включает в себя двойной короночный стол. По сути, это две системы коронки с ЧПУ друг на друга с асимметричным, но дополняющим профилем коронки.





